想要探索珠海【本地】轧辊钢不锈钢管生产厂家用品质赢得客户信赖的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:珠海珠海【本地】轧辊钢不锈钢管生产厂家用品质赢得客户信赖的图文介绍
新物通物资有限公司生产制造 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、等产品。本企业文化是企业发展的原动力,公司历来注重企业的文化建设,以人为本,厚德载物,共赢俱进,从 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、产品的开发,企业的管理到市场的推广都赋予人性化的理念。在人才的引进和培养、提拔上奉行“德才兼备,唯才是举”的原则,吸引了一大批各地的人才共创事业。


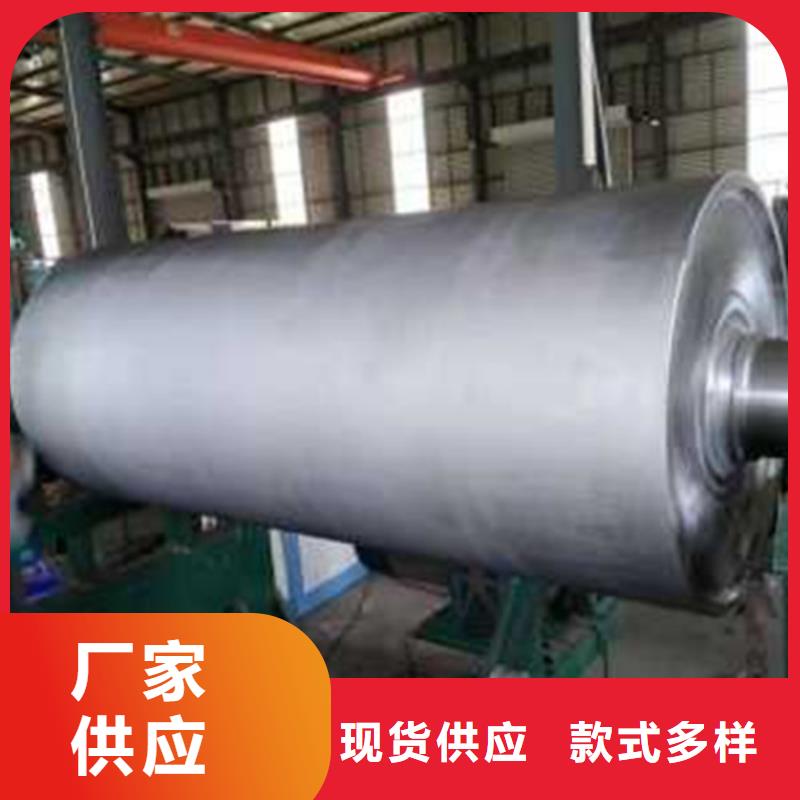
应用粉末冶金技术中喷雾制粒与热等静压的配合工艺,生产的高速钢较之传统方法生产的钢材具有许多优点,如优良的机加工性能、韧性、硬度和热处理后的形状稳定性。应用HIP工艺生产的高速钢轧辊,与相同成分的铸造高速钢轧辊相比,碳化物更细小、均匀,而碳化物的形貌及分布对轧辊的热疲劳性能、抗剥落性能及韧性起决定性作用,因此HIP高速钢轧辊的综合性能明显优于铸造轧辊。此外,为了进一步提高耐磨性,HIP高速钢轧辊可采用更高的含碳量和合金含量,仍保持良好的碳化物形貌。用HIP工艺生产高速钢轧辊时,一般是用铸、锻钢材料制成辊芯,在辊芯外填充好辊身外层所用的高速钢粉末,抽真空后在1000℃以上高温和100 MPa以上压力下烧结成轧辊。由于HIP工艺设备需要耐高压,受设备限制,HIP工艺还只能生产小直径的高速钢轧辊。



1、检查冷轧带肋钢筋外形尺寸是否合乎标准,决定是否更换轧辊。
2、要经常检查导向模、除锈辊及应力消除辊的磨损情况,定时更换,定期清理散落在设备各处的盘条氧化皮。
3、更换轧辊或轴承后,必须重新调节孔型。润滑剂、冷却液应经常补足。
4、定期检查传动系统的磨损情况,适时更换、维修。
5、须定期为各润滑部位进行清理擦拭,并加注润滑剂。
6、开机前需检查各部件和工作开关是否处于正常工作位置。
7、更换轧辊时,应检查轴承是否失效和轴承内套有否松动,若有异常,应将轴承间隙调小至轧辊能转动,并在轴承内加注足够的耐热钠基润滑脂。8、调节压下时,严禁辊片之间相互接触、顶撞,应调压下辊片,辊片之间应有间隙,否则损坏辊片。



二、 铸钢系轧辊
铸钢系轧辊可分为两类:钢轧辊(含碳量0.4-1.4%)和半钢轧辊(含碳量1.4-2.4)钢轧辊含碳量低,故硬度较低,其组织一般由铁素体和珠光体组成,随着含碳量增加,铁素体量减少,珠光体量增加。为提高硬度,可加入Cr、Ni、Mo等合金元素,或者进行特殊热处理,由于钢轧辊具有高的抗拉强度和韧性,适用于轧制温度高、轧制载荷大的开坯轧机或初轧机,也可用做支撑辊。如进行特殊热处理,得到HS90以上的高硬度,亦可用做冷轧工作辊。
半钢轧辊含碳量在铸钢辊和铸铁辊之间,其组织主要由珠光体构成,并含有一定的碳化物,因此,其强度比铸钢轧辊稍高,比铸铁轧辊低,其硬度比一般铸钢轧辊高半钢轧辊的最主要特点是内部硬度降落很小,因此,特别适用于制造深孔型轧辊,


重量20t以下的锭型已开始采用下注法浇注,而国际上已扩大至120t。为了保证钢锭的内在的和表面的质量,应控制钢的浇注温度和浇注速度,而注温和注速则取决于钢锭的尺寸和浇注方法,且随钢水浇入锭中位置而改变。采用保温冒口或向冒口中加入保温剂或发热剂能保证钢锭的补缩。
锻造 钢锭在模中冷却到600℃以上脱膜直接装入高温炉加热称为热装。热装时加热到锻造温度的加热速度可不受限制。冷钢锭的加热制度需按专用规范进行。钢锭的锻造过程视钢锭的尺寸和材质可分别在水压机、油压机或自由锻锤上进行。钢锭锻压成带粗加工余量的成品毛坯。整个锻压过程必须保持在获得轧辊钢再结晶过程和晶粒细化的温度范围内,并保证足够的塑性并防止产生锻造裂纹。对各类轧辊的始锻和终锻温度均有严格的规定。






 扫一扫
扫一扫